Hot stamping or foil stamping is a printing method of relief printing which pre-dried ink or foils are transferred to a surface at high temperatures. The non-polluting method has diversified since its rise to prominence in the 19th century to include a variety of colours and processes.
In the 19th century, hot stamping became a popular method of applying gold tooling or embossing in book printing. The first patent for hot stamping was recorded in Germany by Ernst Oeser in 1892. Originally used on leather and paper, the method became a popular means of marking plastic from the 1950s on. It is also one of the most commonly used methods of security printing.
In the first step we need to have a look at lay-out of the tools. There are two different manufacturing methods: etching and engraving of the stamping tools. The materials suited for etched stamping tools are copper, magnesium, brass and steel. The particular advantage of etched stamping tools is that the manufacturing method is inexpensive. Since the cost are based on the size of the surface area of the tool, it is an inexpensive method for producing different motifs, e.g. ornaments, lines, large blocks of text. Subsequently engraving is sometimes necessary.
In order to get best results in the finished result we need to look into a couple of matters.
UV cured varnishes are acrylate resin with a photo-indicator. This reacts with the light from the UV lamp, triggering a reaction which causes the varnish to cure and dry instantaneously. For foil blockers, however, UV cured surfaces present particular problems owing to their relative low surface energy. Also, there is a tendency to include additives such as waxes and silicones to increase the gloss or to act as a slip aid. Such additives can further reduce the surface energy below that level necessary for successful foil blocking.
Another related problem is that of different curing over colored inks/toner. Lighter colored inks/toner will reflect light back more UV light than dark ones, with the effect that the coating over lighter printed area cures faster.
A useful field method is to cut a piece of the UV coated substrate and divide into two. Then rub the surfaces together. If they slip over each other without friction or resistance, it is likely that the surfaces are too glossy for blocking. If there some sticking or friction, the surface should be reasonably foil-receptive, although other factors can prevent successful blocking.
Corona treatment is sometimes necessary to make the substrate blockable. However, on UV surfaces, the effects of this treatment dissipate quickly and should be blocked within 12 hours at most.
A common problem associated with flat stamping die is flashing. Flashing occurs as a natural process when all elements come together and causes the foil to transfer in unwanted areas of your image. A common spot is a trapped area forming a compressed air pocket. When the flat stamping die is etched or engraved the depth in small areas might not get as deep. When the air is heated and trapped, it will transfer a lot of pressure (one ton per square inch) and transfer the foil in undesirable locations. Venting these areas by drilling a hole will let the heated air escape.
Shades may appear slightly darker if stamped:
- At too high temperature
- With too high pressure
- With too much dwell
- In fine detail artwork
- On a very dark or contrasting background
They may appear slightly lighter if stamped:
- At too low temperature
- With too little pressure
- With insufficient dwell
- Onto a similar colored background
- Onto clear plastic.
We also need to look at the foil used for different applications. The range of foils available today includes genuine gold (23 carat), bronze powder, imitation golds and metallic colors (Vacuum metallized) pigment (matt, semi-gloss and gloss) psychedelic, multi-color, woodgrain and marble effects, brushed finishes, chrome, leather look, clear, pearlescent and holographic. In hot stamping, a pigmented or metallized coated foil is transferred from a carrier, usually polyester film, and fused to the substrate. Therefore, it is essential that the pigmented or metalized coat be compatible with the material to be stamped. For this reason, hot stamping foils are manufactured in various formulations designed to give quality prints on specific material.
Vacuum metallized foils are commonly used today. A production roll of polyester coating machine to have the wax release coating applied. This is then dried by radiant heat before the film continues to the next coating to have the color laquer applied, afterwhich it is re-rolled and placed into a continuous vacuum metallizing machine. It then goes to a third coating machine to have the adhesive coat applied. The foil is inspected for pin holes and defects and is re-rolled into the length required by the end user.
The only difference between the manufacture of metalized and pigment foil is that pigment foils do not have a vacuum metallized coating. Instead of the laquer used for gold and other metallic finishes a pigmented coating similar to ink is used.
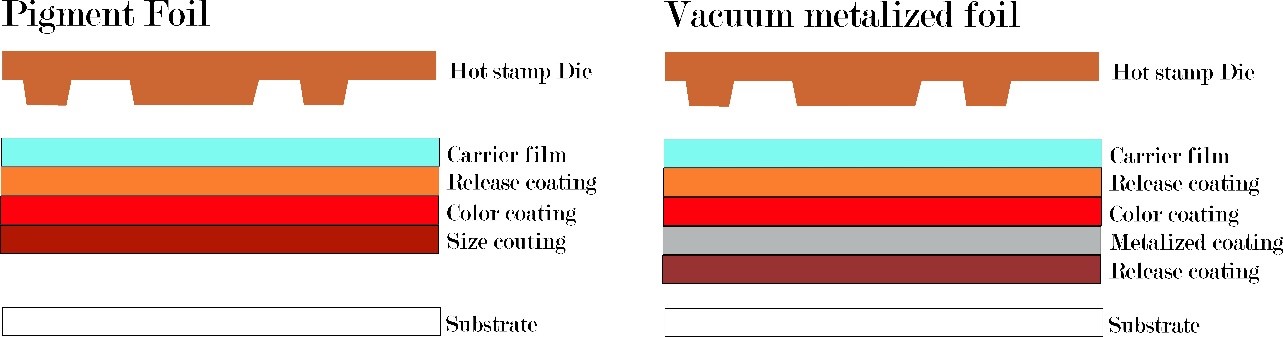
The carrier film: There are basically six types, namely paper, cellulose, polypropylene, acetate, polythene and polyester film. These vary from 12 micron up to 50 microns. Most popular is the 12 micron polyester.
Release coating: This is generally wax which, as the heat is applied to the carrier, mels and release the other layers from the carrier. Many wax releases are available, ranging from very easy to very tight. This means the difference between coverage on large areas and obtaining fine detail.
Color coating: This varies in thickness. For fine definition a thin color coat is necessary, for large areas and where opaqueness is required a thick color coat is used.
Vacuum metalized coating: generally this does not vary, although in extreme cases a heavier coating may be required.
Adhesive or size coating: This is probably the moist important layer in the manufacture of the foil as it varies according the the substrate being stamped
It is obvious that one foil can not be seleted for all jobs. There is no universal foil that will stamp all substrates. All above details should be taken in consideration if the best result are to be obtained.
Hot stamping operation.
The hot stamping operation is a function of four variables: die temperature, dwell time, pressure and stripping time.
Die temperature is controlled by the temperature controller. Depending on the foil and substrate we work between 100 – 170 degrees C. Fluctuating from the set temperature should not exceed +/- 5 degrees C.
The temperature should be set only high enough to reach the recommended temperature for the actual foil. Excessive heat will cause decomposition of the resin used in the foil and prevent the foil bridges between the borders or leaves fluffy edges which flake of when rubbed, discoloration and dullness of the stamping. Since the correct plastic temperatures of resins are known factors, the right temperature is given from manufacturers datasheet. Normally, only minor adjustments from these temperature settings will be necessary on a specific job. Experience gained with these settings will indicate that slight variations from standard settings can be controlled by the dwell timer rather than by changing the temperature control.
Dwell time is the second variable. To determine the proper dwell setting, start with the shortest dwell and increase the time in small increments until a full transfer is achieved. As dwell time is a factor in determining the rate of production, it is obvious that the fastest dwell setting is desirable. To accomplish this, heat should be raised by the increments of 5 – 10 degrees C. Ones the heat has stabilized at the new setting, reduce the dwell time to just the point of incomplete transfer.
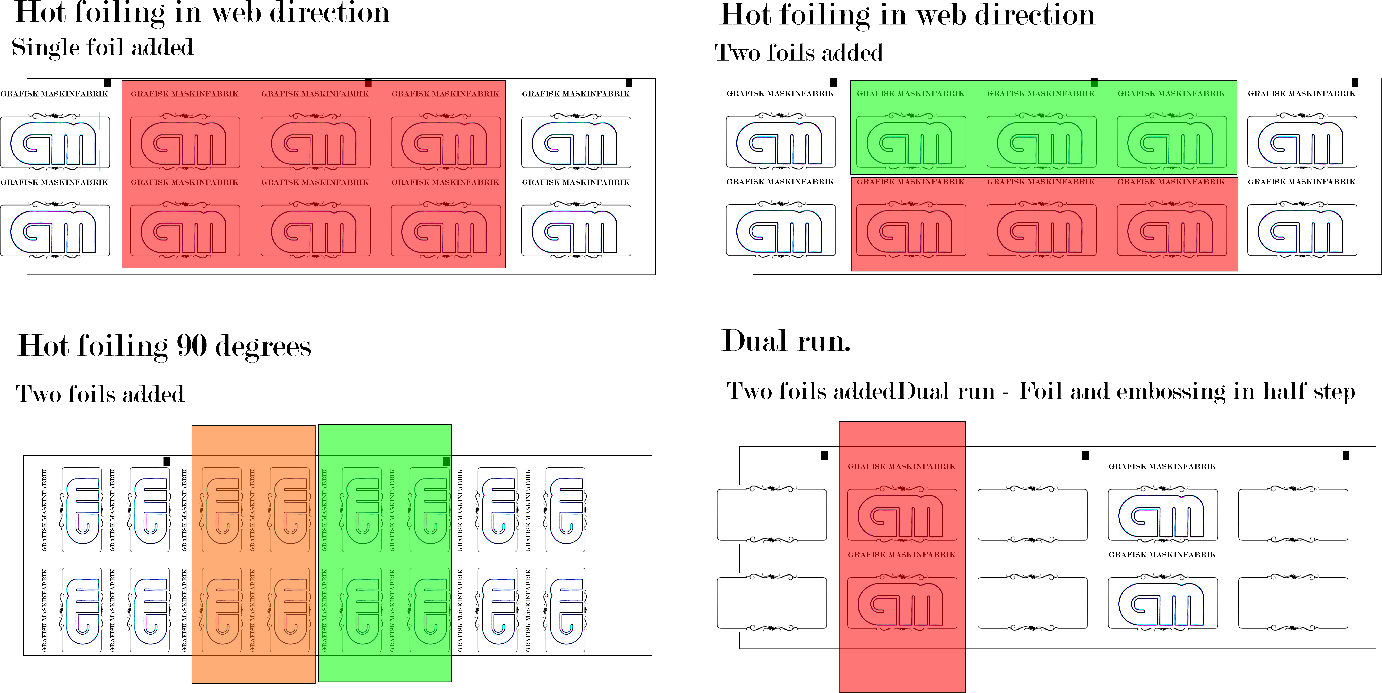
On the GM FB330 it is possible to run either one or two foils simultaneously and it can either be set up in web direction or swopped 90 degrees. We can run both hot stamp and embossing in same run either in single or dual run. By dual run we bisect the repeat in order to stamp the areas that is supposed to be foiled… in next repeat we overlap the foiling and add embossing. Benefit is that we don’t need to run the job twice – disadvantage is that the procedure is slower and not suitable for longer runs.