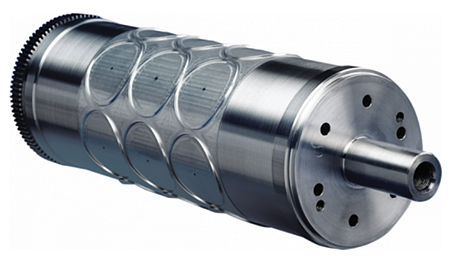
Extrait d’impression d’étiquettes Partie 11: Découpe et cylindres magnétiques La découpe est un processus qui découpe la forme requise, qu'il s'agisse d'un simple cercle, d'un carré ou d'une conception plus complexe - les possibilités sont infinies.
Le processus peut consister à couper le substrat et à laisser une forme pour les étiquettes, les cartons et les gobelets, ou simplement à couper la couche supérieure et non la pâte de verre ou le support (coupe à baiser) qui est populaire avec les étiquettes autocollantes.
Il existe plusieurs processus de découpe: machines de poinçonnage rotatives, semi-rotatives, à plat, à clapet et hors ligne utilisées pour les tasses et autres types de travaux requis hors ligne. En outre, le stock imprimé peut être réalisé dans le cadre de la découpe de registre.
L’utilisation de la matrice et la plaque de secours
Lors de la découpe, il est toujours recommandé d’avoir une matrice de sauvegarde ou des matrices supplémentaires pour les longues séries en raison de l’usure et des dommages potentiels.
Il est recommandé de ne pas exercer de pression sur la matrice jusqu’à ce que la presse se déplace lentement, puis d’appliquer progressivement une pression jusqu’à la coupe. Veillez à ne pas utiliser la matrice sur un brut incorrect, car la matrice est conçue et fabriquée pour un substrat spécifique. Un stock incorrect peut entraîner des dommages avant même que le travail ne commence.
Types de matrices
Matrices flexibles pour couper des baisers et découper des formes
Matrices solides / empreintes pour la coupe de baiser, la coupe de forme et l’éjection d’air pour les bavures
Les matrices à plat sont principalement utilisées pour couper des formes et marquer des lignes pour le pliage
Moules à matrice utilisés sur les machines à poinçonner pour la découpe de formes
Les fabricants de matrices proposent également différents traitements pour les matrices afin de prolonger leur durée de vie, tels que les revêtements antiadhésifs. Lors de la commande de matrices, il est sage de se renseigner sur ces options en fonction des exigences du poste.
Vérifiez la coupe
Pour vérifier votre découpe lors de l’utilisation de substrats auto-adhésifs, vous pouvez utiliser de la poudre de graphite ou du vert malachite.
Ce dernier est un colorant organique qui peut être appliqué une fois que toutes les étiquettes sont décollées et montrera toutes les zones coupant à travers la glassine ou le support. Ceci est important pour déterminer s’il y a trop de pression; certaines zones peuvent couper fortement, affectant l’application de la ligne d’embouteillage et causant des problèmes.
Cela peut même entraîner un produit défectueux et nécessiter une réimpression du travail.
Votre plaque de découpe est-elle correcte ?
Lorsque vous faites fabriquer une matrice et que vous utilisez une matrice, assurez-vous d’avoir le numéro de série du cylindre magnétique sur votre matrice afin de pouvoir les faire correspondre.
Sinon, la hauteur de la matrice et l’entrefer peuvent être incorrects, entraînant une matrice endommagée en raison du fait que la lame de matrice est trop haute, ne coupe pas correctement ou que le support du cylindre magnétique est plus haut que la lame de matrice.
Ceci est particulièrement nécessaire lorsque vous avez plusieurs cylindres magnétiques de la même taille de dent mais des entrefers différents.
Enregistrement, audit et formation
Lors de la réception de votre nouveau cylindre magnétique, enregistrez toujours les spécifications: cela comprendra la longueur de répétition du cylindre, qui est la longueur totale de la circonférence, et l’entrefer.
L’entrefer est la hauteur entre la base magnétique et le support; c’est la zone que le cylindre magnétique court sur l’enclume. Le porteur aura également un pont de matrice qui sur le dessus et à l’aide d’un vérin hydraulique applique la pression requise pour la découpe. Le vérin hydraulique a une jauge pour une lecture précise de la pression.
Pour assurer un alignement correct des matrices et une usure minimale, les supports doivent être huilés à intervalles réguliers, sinon les supports peuvent chauffer et s’user de manière inégale, affectant les performances de découpe.
Pour garder les cylindres magnétiques sous contrôle et assurer un bon fonctionnement, il est recommandé de faire effectuer une vérification annuelle des cylindres magnétiques. Il s’agit d’un service fourni par tous les fournisseurs; ils vous diront si des remplacements sont nécessaires ou si des modifications doivent être apportées aux matrices commandées.
C’est également le bon moment pour confier à quelqu’un la responsabilité de l’outillage si cela n’a pas encore été fait.
Ils peuvent travailler avec la personne effectuant l’audit et apprendre à mesurer le cylindre du côté de l’engrenage au centre et du côté de l’opérateur, pour vérifier si le cylindre est usé de manière uniforme ou inégale. Ils peuvent également apprendre à mesurer les supports et l’entrefer – c’est ce qui détermine la hauteur de la lame de votre dé. La hauteur de la lame de la matrice peut également être mesurée avec un micromètre et peut être vérifiée avec une loupe électronique portative pour tout défaut de matrice ou matrice surpressée.
Demandez à votre fabricant de matrice quelle est la pression maximale applicable avant que la matrice ne puisse être retournée ou échangée en cas de défaut de fabrication. Ce n’est pas courant, mais cela arrive.
Si, pour une raison quelconque, la hauteur de la lame est incorrecte et ou ne coupe pas correctement, une fois que la lame est endommagée, la matrice ne peut pas être retournée, l’imprimeur en assumera les frais. Si vous les renvoyez pour vérification et qu’ils ne sont pas acceptés, vous perdez également les frais de transport.
N’oubliez pas la maintenance préventive
Pour éviter l’usure de la matrice, du cylindre magnétique ou de l’unité de matrice, gardez toujours les supports huilés et les engrenages graissés, et gardez un œil sur le pont de matrice, les blocs-cylindres magnétiques, les blocs d’enclume et l’enclume de support.
Si vous voyez la jauge du vérin hydraulique rebondir, c’est le signe que quelque chose ne va pas et toutes les pièces de l’unité de matrice doivent être vérifiées avant que des problèmes majeurs ne surviennent.
REMARQUE: Une imprimante doit être consciente des sons que ses presses émettent chaque jour, car cela est essentiel pour la santé et la longévité de la machine, de l’unité de découpe et d’autres zones. Si une machine grince ou fait un bruit étrange, c’est que quelque chose ne va pas – vous devez arrêter la presse dès que possible et inspecter la source du bruit.
J’espère que cela a été utile. Si vous avez des questions ou des suggestions, vous pouvez toujours me contacter via LinkedIn ou par e-mail